



随着水泥行业在线监测项目越来越多,在诊断分析的过程中,发现对于斗式提升机,尤其是板链式斗式提升机头轮轴承的监测,即使使用高灵敏度低频传感器,振动监测的效果也没有温度监测的效果好。经过分析我们认为振动监测的问题主要集中在以下几个方面:
1)低速问题。水泥行业的斗式提升机输出轴转速基本小于30转/分,用振动分析技术很难捕捉到有用的信息。主要在于冲击信号能量太低。因为轴承故障冲击力的时间极短,能量很小、脉宽很窄,常规的采集方法,包括使用高灵敏度低频传感器,也很难获得头轮轴承故障时的微弱冲击信号。
2)传动机构复杂,干扰信号太多。斗式提升机由电机驱动减速箱,通过输出轴带动提升机进行物料提升。减速箱设备零件众多,并且对于板链式斗式提升机来说,负载端存在料斗和链条的冲击信号,众多干扰信号导致不易区分出头轮轴承的故障信号。
(1)设备结构及参数。设备名称:板链斗式提升机216-BE49;工艺段:生料制备;设备基础信息:电机型号:/;功率:/;轴承型号:/;转速:1500r/min;齿轮箱型号:ML4RHF110;功率:160KW;轴承型号:/;输出转速:16.9r/min,头轮轴承:23152cc/w33;传感器型号:7401T-10LF(高灵敏度低频传感器)
(2)温度监测过程。2021年4月26日,因联科技诊断工程师张工收到一条设备告警信息——某水泥厂生料制备工段的板链斗式提升机216-BE49右负载温度达到82℃,处于高高报状态。
 图1 检修前该斗提机器大脑界面
图1 检修前该斗提机器大脑界面随后张工联系水泥厂现场工程师,用测温枪对该测点温度进行检测,实测温度88℃。鉴于现场反馈轴承声音正常,张工建议添加润滑脂,并持续观察。如有机会停机检查轴承。
 图2 现场测温
图2 现场测温 图3 与现场人员沟通
图3 与现场人员沟通现场于26日下午2点半左右添加润滑脂,经观察,温度仍然在80℃左右,效果不明显。4月30日,水泥厂现场停机检查,发现右侧头轮轴承保持架断裂,更换轴承后,温度恢复正常。
 图4 轴承保持架断裂
图4 轴承保持架断裂 图5 检修后斗式提升机温度恢复正常
图5 检修后斗式提升机温度恢复正常 图6 检修前后斗式提升机温度对比
图6 检修前后斗式提升机温度对比(3)检修前后振动监测对比。图7右负载各特征值趋势图显示,检修前后,速度有效值、加速度峰值、包络峰值趋势无明显变化,温度趋势变化明显。
 图7 右负载各特征值趋势图
图7 右负载各特征值趋势图 图8A 检修前速度有效值三图联动
图8A 检修前速度有效值三图联动 图8B 检修后速度有效值三图联动
图8B 检修后速度有效值三图联动 图9A 检修前加速度峰值三图联动
图9A 检修前加速度峰值三图联动 图9B 检修后加速度峰值三图联动
图9B 检修后加速度峰值三图联动 图10A 检修前包络峰值三图联动
图10A 检修前包络峰值三图联动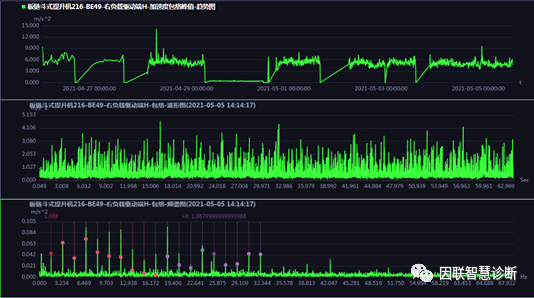 图10B 检修后包络峰值三图联动
图10B 检修后包络峰值三图联动 图11 头轮轴承故障频率
图11 头轮轴承故障频率综上,包络谱中1.68Hz频率分析为料斗通过转子的频率,无轴承故障频率。检修前后,速度有效值,加速度峰值,包络峰值趋势无明显变化,温度趋势变化明显。
从本次案例,及结合其它若干起头轮轴承故障(包括保持架断裂故障,跑圈抱轴故障)的监测情况来说,温度监测的准确性和及时性要比振动监测的准确性和及时性要高。在后续类似的低速轴承故障诊断中,可以温度监测为主,结合振动趋势,频谱来进行分析诊断。后续通过不断对类似案例的收集,总结,验证低速轴承温度诊断为主、振动分析为辅思路的可行性和准确性。

在线沟通,请点我在线咨询
咨询电话
029-89182898


